Aton reports new results from metallurgical testing on Rodruin and Hamama West sulphide mineralisation
Vancouver, British Columbia, July 28, 2023: Aton Resources Inc. (AAN: TSX-V) (“Aton” or the “Company”) is pleased to update investors on the results of further preliminary metallurgical testwork from its Rodruin and Hamama West projects. Rodruin and Hamama West are both located within the Company’s 100% owned Abu Marawat Concession (“Abu Marawat” or the “Concession”), in the Eastern Desert of Egypt.
Highlights:
- Two composite samples representing the main sulphide mineralisation types at Rodruin underwent preliminary metallurgical testwork investigating the potential to produce saleable copper and zinc concentrates. The composite samples were prepared from selected diamond drill half core intervals;
- Results from a locked cycle flotation test carried out on sample ROMS-007 produced a copper concentrate of 28.1% copper at a recovery of 69.2%, and a zinc concentrate of 61.6% zinc at a recovery of 79.6%;
- Sequential flotation tests carried out on the Rodruin sulphide mineralisation types indicate that potentially saleable copper and zinc concentrates can be achieved at reasonable metal recoveries and grades. Both the copper and zinc concentrates contain reasonable gold and silver credits;
- A single bulk composite sample representative of the sulphide mineralisation at Hamama West underwent metallurgical testwork including cyanidation leach testing and flotation testwork to assess its amenability to cyanide leaching, and the potential to produce a saleable gold- or gold-silver bearing concentrate. The composite sample was prepared from selected diamond drill half core intervals and RC percussion drill chips;
- Whole ore cyanide leach testwork showed that 49.8% of the gold was recoverable by cyanide leaching. Metal recoveries of 47.1% and 26.1% were also obtained for silver and copper, respectively;
- Rougher flotation optimisation found that 81.2% and 75.7% of gold and silver were recoverable to a concentrate, at grades of 3.41 g/t gold and 84.8 g/t Ag silver, and at a high mass pull of 25.5% by weight;
- A bulk sulphide float recovered 85% of the gold and 83% of the silver to a rougher concentrate assaying 2.98 g/t Au and 94.9 g/t Ag, respectively;
- Bulk concentrate cyanide leach testwork showed that a gold recovery of 54.8% was achievable at a particle size of 80% passing 10µm. Silver and copper recoveries of 60.3% and 47.0% were achieved, respectively;
- The Hamama West sulphide mineralisation was not amenable to conventional CIL, nor flotation followed by ultra-fine grinding/CIL processing routes. A bulk sulphide float produces a potential precious metals concentrate containing gold and silver credits.
“These preliminary metallurgical testwork results from the Rodruin gold-polymetallic sulphide mineralisation are most encouraging, and indicate that saleable copper and zinc concentrates can be produced, containing very respectable gold and silver metal credits. The copper concentrate in particular recovers high grades of gold and silver, and could potentially be sold as a precious metals concentrate” said Tonno Vahk, Interim CEO. “The results from testing of the Hamama West sulphide mineralisation were less positive and indicate that the sulphide mineralisation is refractory, and is not amenable to CIL processing. However high recoveries of gold and silver to a bulk concentrate indicate that a precious metals concentrate could potentially be produced from Hamama West, and this could provide Aton with some synergies when processing sulphide material from both the Hamama West and Rodruin deposits, as well as the higher grade Abu Marawat deposit, which contains significantly higher copper grades than either Rodruin or Hamama West. In the light of the results from this phase of metallurgical testwork Aton has decided to defer the immediate work on the revised mineral resource estimate for the Abu Marawat Concession, as it evaluates a net smelter return approach to the resource estimation, in order to fully assess the potential of the Hamama West, Rodruin and Abu Marawat gold-silver-copper-zinc sulphide deposits. The Company is continuing to push ahead towards its immediate primary goal, which is the completion of its application for the exploitation licence at the Abu Marawat Concession, and plans to submit this application to the Egyptian Mineral Resources Authority within the coming two months. The application for the exploitation licence will be based on a ‘commercial discovery’ comprising open pit mine and heap leach projects on the oxide gold caps of both the Hamama West and Rodruin deposits, which will represent the first two mining projects in the planned phased development of the Abu Marawat Concession.”
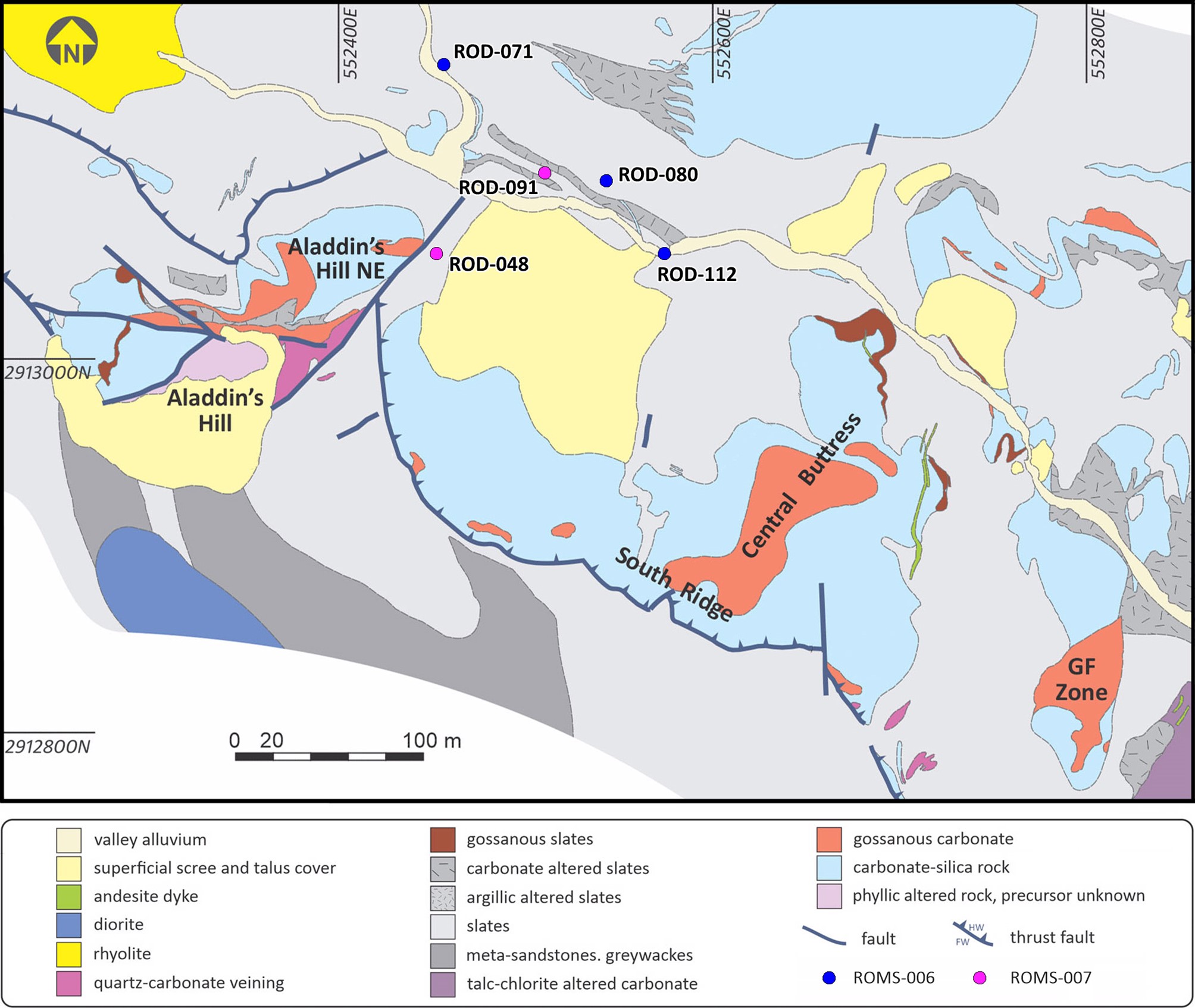
Figure 1: Geological plan of the Rodruin area, showing the main mineralised zones and the collars of the drill holes sampled in samples ROMS-006 and ROMS-007
Metallurgical testwork programme - Rodruin
Two composite samples were prepared from the Rodruin mineral deposit for metallurgical testing, which were representative of the two main sulphide mineralisation types, hosted in intensely phyllic altered (“phyllic”) and carbonate rock types. This preliminary testwork programme was designed to follow on from testing of the oxide mineralisation types carried out in early 2023, which indicated that the Rodruin oxide mineralisation is amenable to processing using heap leach and conventional CIL technology (see news release dated March 9, 2023). The programme was specifically focused on the sulphide mineralisation at Rodruin to evaluate the potential of processing both the main sulphide mineralisation types by flotation, with the goal of producing saleable copper and zinc concentrates.
Samples were selected from diamond drill half core intervals (HQ and PQ size), to produce total sample weights between 40-45kg. 2 samples were composited from the 2 main sulphide mineralisation types, specifically phyllic and carbonate hosted mineralisation (see Figure 1). Details of the samples are provided in Table 1.
| Metallurgical sample ID | Drill hole ID’s | Mineralisation type | Sample weight | Estimated grades 1 | ||||
| Au (g/t) | Ag (g/t) | Cu (%) | Pb (%) | Zn (%) | ||||
| ROMS-006 | ROD-071, ROD-080, ROD-112 | Phyllic hosted | 40.7 kg | 2.33 | 21.6 | 0.25 | 0.03 | 2.94 |
| ROMS-007 | ROD-048, ROD-091 | Carbonate hosted | 44.4 kg | 0.58 | 10.3 | 0.23 | 0.02 | 3.26 |
Notes:
| ||||||||
Table 1: Details of the Rodruin sulphide metallurgical samples
The diamond drill half core samples were dispatched from Egypt to Wardell Armstrong International Ltd (“WAI”) in December 2022, for metallurgical testing at their laboratory located in Cornwall, UK, with testwork commencing in January 2023. The half core intervals were combined to prepare 2 composite samples, which underwent a process evaluation testwork programme consisting of head assays, XRD analysis, rougher, cleaner and locked cycle flotation testing.
Head assays
Sub-samples of the 2 composite metallurgical samples were sent by WAI for head assay analysis at ALS Minerals’ geochemical laboratory at Loughrea, Ireland, and were analysed for Au (by screen fire assay), Ag, Cu, Pb, Zn, As, Fe and S. Additional analysis for deleterious elements was not undertaken, but this additional analytical work is planned. The results of the head assays are provided below in Table 2:
| Head assay results | Estimated Au grade (g/t) 2 | ||||||||
| Metallurgical sample ID | Assay (g/t) | Assay (%) | |||||||
| Au 1 | Ag | Cu | Pb | Zn | As | Fe | S | ||
| ROMO-006 | 2.31 | 24.5 | 0.22 | 0.02 | 2.52 | 0.04 | 4.8 | 12.2 | 2.33 |
| ROMO-007 | 0.55 | 10.5 | 0.25 | 0.02 | 3.33 | 0.01 | 9.3 | >10.0 | 0.58 |
Notes:
| |||||||||
Table 2: Head assay results
The Au head assays measured by screen fire assay show good correlation with the estimated grade of the composited drill core samples (Table 2). Ag, Cu, Pb and Zn head assays also showed good correlation with the estimated grades of the composite samples.
The good correlation in assay results indicates that the composited samples prepared for metallurgical testwork are representative of the drill core intervals sampled.
Mineralogical analysis
The XRD results showed the samples as being gangue dominated. The phyllic hosted ROMS-006 composite sample is predominantly composed of quartz, phyllosilicate minerals (chlorite, illite, mica) and pyrite. The carbonate hosted ROMS-007 composite sample contained a mixture of dolomite, talc, quartz and pyrite. Sphalerite occurs as a minor but significant constituent of both samples.
The results of the XRD analysis are shown in Figure 2:
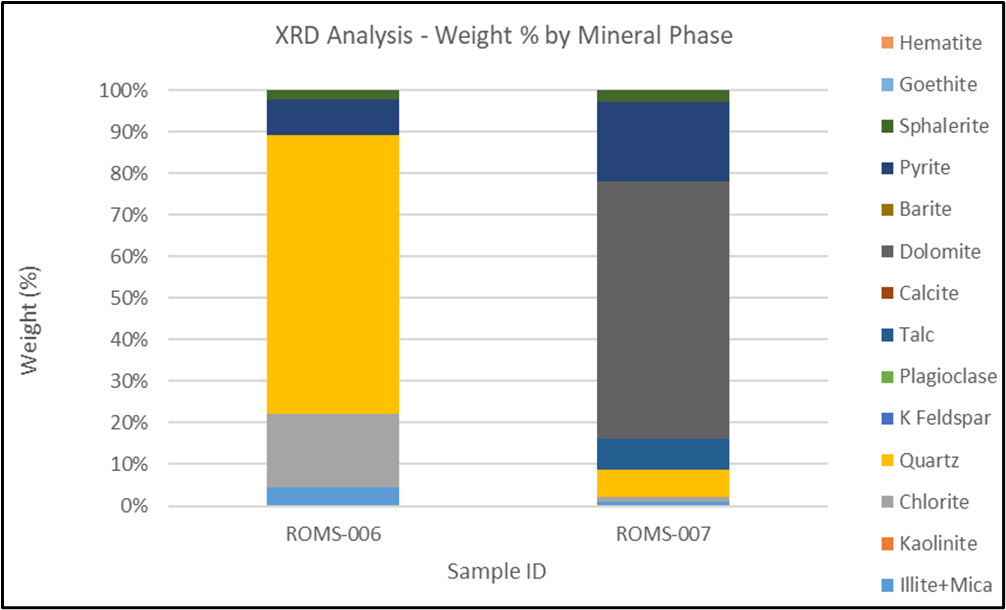
Figure 2: Results of XRD analysis
Flotation testwork - Rodruin
Rougher optimisation tests
The two sulphide samples were subjected to flotation testing to investigate the potential to recover base metal concentrates from the sulphide mineralisation.
The flotation route tested involved sequential copper and zinc flotation. A primary grind size of 80% passing 75μm was utilised for rougher flotation optimisation, except for ROMS-006 FT3 where a grind size of 80% passing 53µm was used. Results are summarised in Table 3.
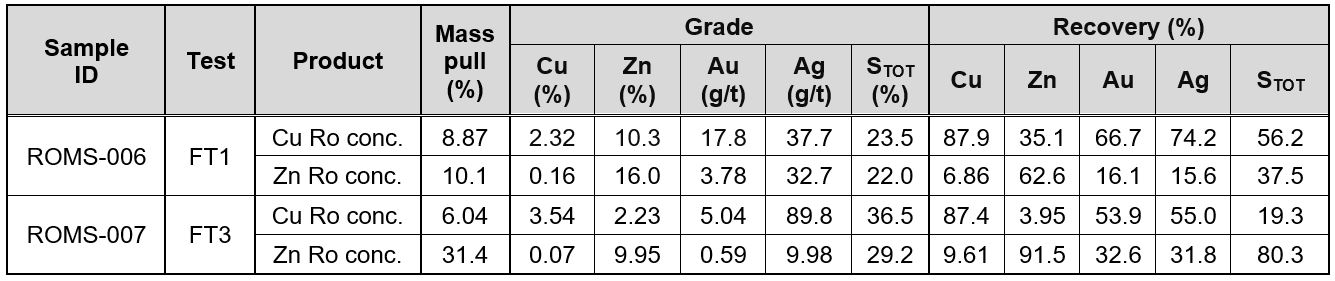
Table 3: Optimal rougher flotation test results
Rougher optimisation testwork showed optimum copper and zinc recoveries to concentrates from the ROMS-006 sample were 87.9% at a grade of 2.32% copper, and 62.6% at a grade of 16.0% zinc, respectively. For the ROMS-007 sample optimum flotation performance achieved recoveries of 87.4% at a grade of 3.54% copper, and 91.5% at grade of 9.95% zinc, respectively.
Open cycle cleaner tests
A series of open circuit cleaner flotation tests were subsequently conducted based upon the optimum rougher flotation conditions. A summary of the optimum open circuit results is provided in Table 4.
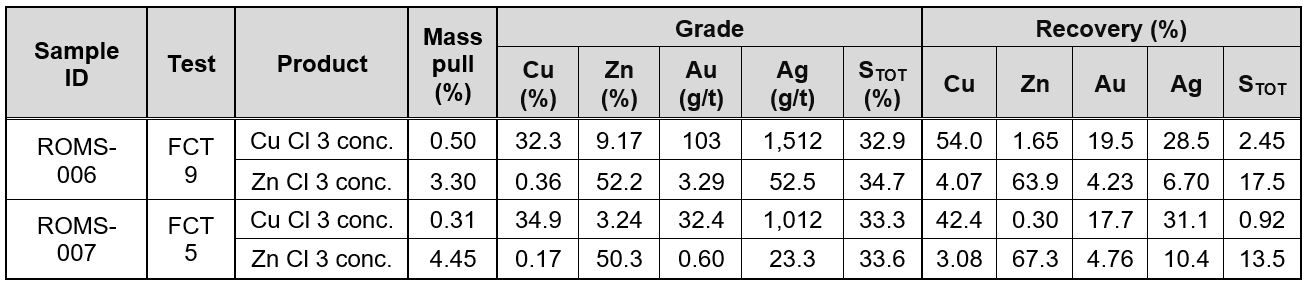
Table 4: Open cycle cleaner test results
Three-stage open circuit cleaner optimisation testwork demonstrated that for sample ROMS-006, final concentrate grades of 32.3% copper at a recovery of 54.0%, and 52.2% zinc at recovery of 63.9% could be achieved, respectively. Furthermore, gold and silver were recovered to the final copper concentrate at grades of 103 g/t Au and 1,512 g/t Ag, respectively.
The same three-stage cleaning conditions were utilised for sample ROM-007, from which final concentrate grades of 34.9% Cu at a recovery of 42.4%, and 50.3% Zn at a recovery of 67.3% were achieved, respectively. Gold and silver were recovered to the final copper concentrate at grades of 32.4 g/t Au and 1,012 g/t Ag, respectively.
Locked cycle tests
A single locked cycle test was carried out on the ROMS-007 sample, as the predominant lithology of the two sulphide mineralisation samples, based on the test conditions used in the FCT5 open cycle cleaner test. A summary of the flotation performance as an average of the final three cycles is shown in Table 5.
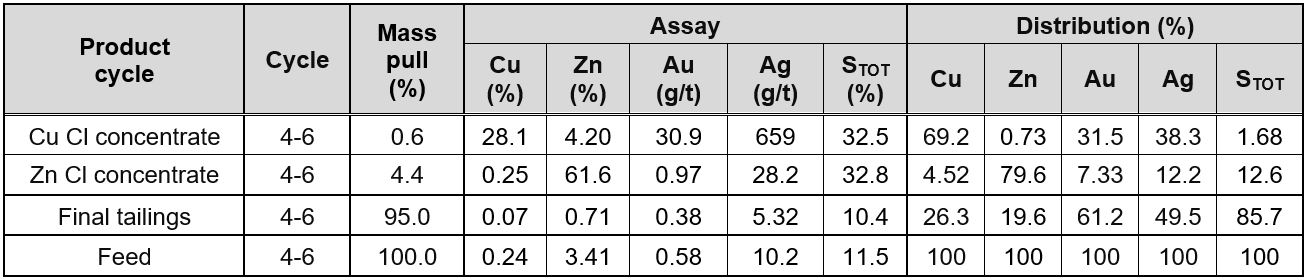
Table 5: Locked cycle test results
Results from the locked cycle flotation test carried out on ROMS-007 showed that a copper concentrate grading 28.1% Cu at a recovery of 69.2%, and a zinc concentrate grading 61.6% Zn at a recovery of 79.6% could be produced. Gold and silver were recovered to the final copper concentrate at grades of 30.9 g/t Au and 659 g/t Ag, respectively. Both the copper and zinc concentrates contain reasonable levels of gold and silver credits.
Discussion of results
The gold head assays reported by ALS correlate well with the estimated composite sample grades, calculated from the weighted diamond drill hole assays, and indicate that the composite metallurgical samples are representative of the sampled intervals.
The mineralogical (SEM, XRD) analysis confirms geological interpretation that the samples can be sub-divided into two broad categories of mineralisation, as follows:
- Sample ROMS-006 represents phyllic hosted mineralisation, and is mainly composed of quartz, phyllosilicate minerals (chlorite, illite, mica) and pyrite. This sample is representative of the higher grade gold-polymetallic mineralisation intersected in holes ROD-071 (see news release dated May 10, 2022), ROD-075 (see news release dated June 1, 2022), and also the lower zone of mineralisation in hole ROD-117 (see news release dated December 20, 2022).
- Samples ROMS-007 represents carbonate hosted mineralisation, and is predominantly composed of dolomite, talc, quartz and pyrite. This sample is representative of the carbonate hosted mineralisation intersected in holes ROP-050 (see news release dated January 29, 2019), and the upper zone of mineralisation in hole ROD-117 (see news release dated December 20, 2022).
Results of the locked cycle test indicate that saleable copper and zinc concentrates can potentially be produced with reasonable gold and silver credits.
Based on the open cycle cleaner test results, other final copper and zinc cleaner products which would be acceptable saleable concentrates, as shown in Table 6, could be considered.
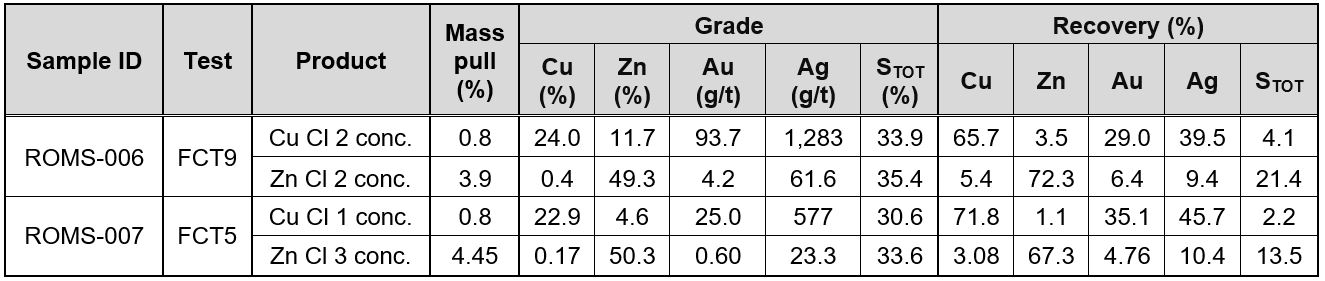
Table 6: Open cycle cleaner test results
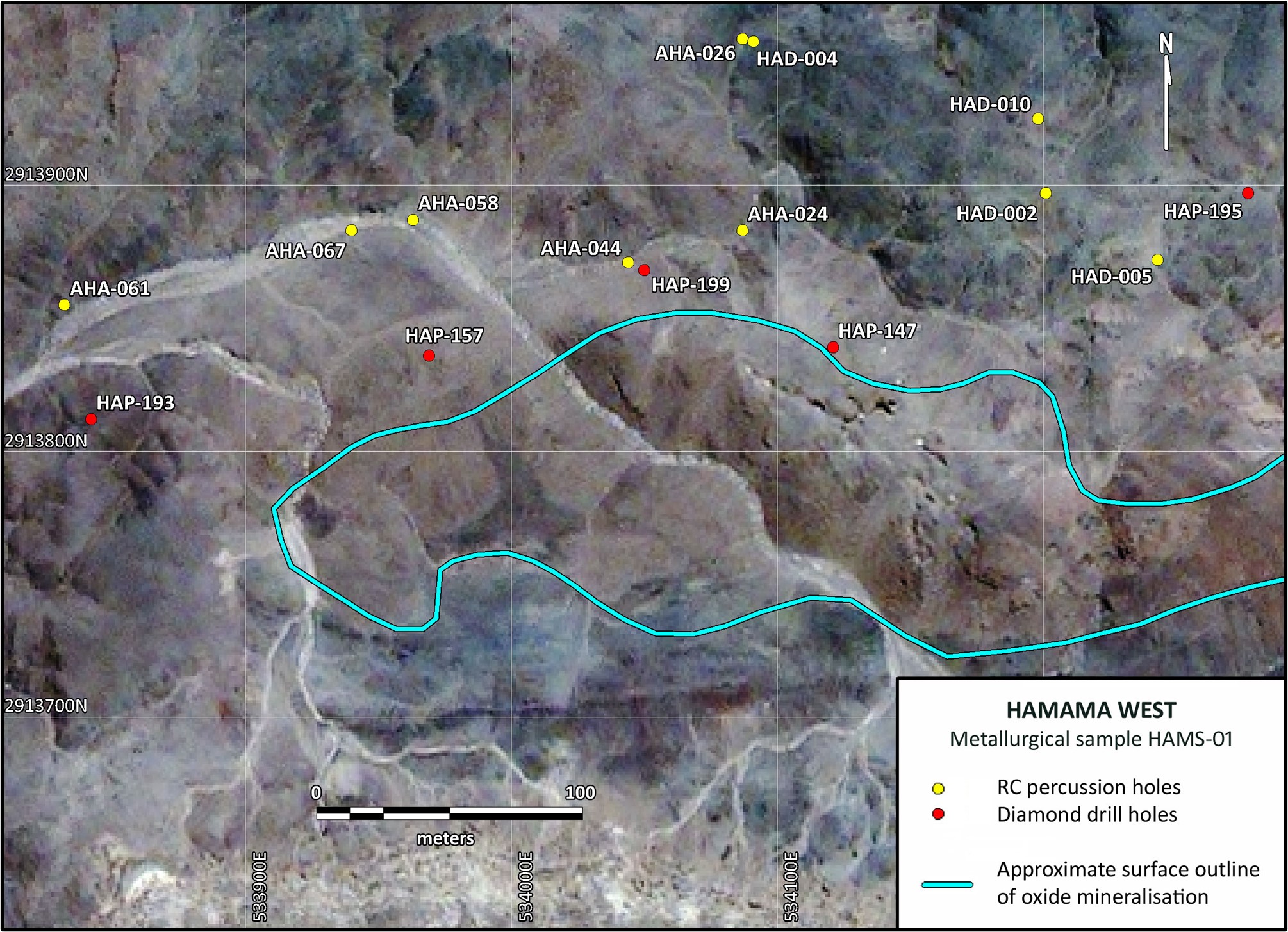
Figure 3: Hamama Westdrill hole collar plan, indicating the holes sampled for the bulk composite sample HAMS-01
Metallurgical testwork programme – Hamama West
A single composite sample representative of the sulphide mineralisation at the Hamama West mineral deposit was prepared for metallurgical testing. This preliminary testwork programme was designed to follow up on testing of the oxide mineralisation types carried out in 2017-18 (see news release dated February 22, 2018), which indicated that the Hamama West oxide mineralisation is amenable to processing using heap leach and conventional CIL technology. The new phase of testwork was focused on the sulphide mineralisation at Hamama West to evaluate its potential amenability to cyanide leaching, and the potential of flotation methods to produce a saleable gold-bearing, or a gold and silver-bearing precious metals concentrate.
A bulk composite sample, HAMS-01, was collected from a combination of diamond drill half core intervals (HQ and PQ size, 10 holes), and RC percussion drill chips (5 holes) to produce a total sample weight of 88.6 kg (see Table 7). The holes sampled were spread out along the strike length and the entire vertical extent of the sulphide mineralisation at Hamama West (Figure 3).
| Metallurgical sample ID | Drill hole ID’s | Zone | Mineralisation type | Estimated grades1 | |
| Au (g/t) | Ag (g/t) | ||||
| HAMS-01 | AHA-024, AHA-026, AHA-044, AHA-058, AHA-061, AHA-067, HAD-002, HAD-004, HAD-005, HAD-010, HAP-147, HAP-157, HAP-193, HAP-195, HAP-199 | Hamama West (Main Zone) | Sulphide | 0.82 | 28.62 |
Notes:
| |||||
Table 7: Details of the HAMS-01 bulk composite metallurgical sample
The HAMS-01 diamond half core and RC percussion chip samples were also dispatched from Egypt to WAI in December 2022, for metallurgical testing at their laboratory located in Cornwall, UK, with testwork commencing in January 2023. The half core intervals and RC percussion chips were composited in order to prepare 2 composite sub-samples, which underwent a process evaluation testwork programme consisting of head assays, diagnostic leach test, rougher and cleaner flotation testing, and bulk sulphide flotation, followed by ultra-fine grinding and bottle roll cyanide leach testing.
Head assays
A sub-sample of the HAMS-01 metallurgical composite sample was sent by WAI for head assay analysis at ALS Minerals’ geochemical laboratory at Loughrea, Ireland, and was analysed for Au (by screen fire assay), Ag, Cu and S. Additional analysis for deleterious elements was not undertaken, but this additional analytical work is planned. The results of the head assays are provided below in Table 8:
| Metallurgical sample ID | Assay (ppm) | Assay (%) | Estimated grades 2 | |||
| Au 1 | Ag | Cu | S | Au (g/t) | Ag (g/t) | |
| HAMS-01 | 0.94 | 29.26 | 0.021 | 3.01 | 0.82 | 28.62 |
Notes:
| ||||||
Table 8: Head assay results
The Au and Ag head assays show good correlation with the estimated Au and Ag grades of the composited drill core and RC samples (Table 2 above).
The correlation in assay results indicates that the HAMS-01 bulk composite sample prepared for metallurgical testwork is representative of the drill core and RC percussion chip intervals sampled.
Flotation testwork – Hamama West
Rougher optimisation tests
A series of rougher flotation tests were conducted on the HAMS-01 sample to optimise suitable conditions for gold and silver recovery by means of sulphide flotation. Results of the rougher optimisation tests are shown in Table 9.
| Product | Mass pull (%) | Residence time (mins) | Assay | Recovery | Assay | Recovery |
| Au (g/t) | Au (%) | Ag (g/t) | Ag (%) | |||
| FT1 final Ro conc. | 25.5 | 15 | 3.41 | 81.2 | 84.8 | 75.7 |
| FT2 final Ro conc. | 16.5 | 15 | 2.80 | 53.5 | 80.3 | 50.1 |
| FT3 final Ro conc. | 21.3 | 15 | 2.66 | 70.2 | 92.4 | 69.9 |
Table 9: Rougher optimisation test results
Gold grades in the rougher optimisation concentrates ranged from 2.66 g/t to 3.41 g/t gold, for tests FT3 and FT1, respectively. Silver grades ranged from 80.3 g/t to 92.4 g/t, for tests FT2 and FT3, respectively.
Open cycle cleaner tests
A single cleaner test was carried out to determine the sample’s amenability to increasing the flotation concentrate gold and silver grades. Results of the open cycle cleaner test results are shown in Table 10.
| Product | Mass pull (%) | Assay | Recovery | Assay | Recovery |
| Au (g/t) | Au (%) | Ag (g/t) | Ag (%) | ||
| FCT1 Ro conc. | 25.1 | 2.75 | 82.2 | 94.4 | 81.0 |
| FCT1 Cl conc. 1 | 20.9 | 2.95 | 73.6 | 101.1 | 72.4 |
| FCT1 Cl conc. 2 | 19.3 | 3.08 | 71.0 | 105.7 | 69.8 |
Table 10: Open cycle cleaner test results
Final open circuit cleaner concentrate gold and silver assays indicate minimal upgrading of the material from 2.75 g/t to 3.08 g/t gold, and 94.4 g/t to 105.7 g/t silver, respectively. Based on results of the open cycle cleaner test exploring the production of a saleable gold concentrate was abandoned.
Bulk sulphide float test
A bulk sulphide flotation test was carried out to produce bulk rougher concentrate for cyanidation leach testwork. Results of the bulk sulphide float test are summarised in Table 11.
Table 11: Bulk sulphide flotation test results
The results shown in Table 11 indicate that 85.0% and 83.1% of the gold and silver were recovered to the bulk sulphide concentrate assaying 2.98 g/t gold and 94.9 g/t silver, respectively.
The bulk flotation concentrate produced in this phase of testwork was used as the feed material for the cyanidation leach testwork.
Cyanidation leach testwork – Hamama West
Bulk concentrate samples were leached under various conditions to evaluate gold and silver extraction kinetically via stirred beaker cyanidation.
Whole ore cyanidation leach test results
Whole ore cyanide leach testwork was conducted on the bulk flotation concentrate sample. Following this, leaching testwork was also conducted on the bulk flotation concentrate at various regrind particle sizes to enhance gold and silver liberation. Solid sample streams were subjected to gold and silver assay by aqua regia digestion with ICP-OES finish. A summary of the whole ore cyanidation leach test results is provided in Table 12
| Feed | Grind size P80 (μm) | NaCN concentration (g/L) | Recovery (Au %) | Recovery (Ag %) | NaCN consumption (kg/t) | Lime consumption (kg/t) | |||
| Starting | Maintained | 8hrs | 48hrs | 8hrs | 48hrs | ||||
| Whole ore | 75 | 1.00 | 1.00 | 50.6 | 49.8 | 38.6 | 47.1 | 1.88 | 0.36 |
Table 12: Whole ore cyanidation leach test results
Gold recovery was limited to 49.8% after 48 hours of leach time, with 90.5% of the relative gold recovery occurring during the first hour of leaching. Final silver and copper recoveries were 47.1% and 26.1%, respectively, with the silver and copper having slower cyanide leach kinetics relative to gold.
Low overall gold recovery is mainly attributed to the high deportment of gold within sulphide minerals, which are inert to the cyanidation process. Additionally, copper dissolution into the leach liquor contributed to the high cyanide consumption level.
Concentrate cyanidation leach test results
Following the first phase of whole ore cyanidation, a second phase of leaching testwork was also conducted on the bulk flotation concentrate at various regrind particle sizes, in order to enhance liberation of gold and silver. A summary of the concentrate cyanidation leach test results is shown in Table 13.
| Feed | Grind size P80 (μm) | NaCN concentration (g/L) | Recovery (Au %) | Recovery (Ag %) | NaCN consumption (kg/t) | Lime consumption (kg/t) | |||
| Starting | Maintained | 8hrs | 48hrs | 8hrs | 48hrs | ||||
| Bulk Ro conc. | 71 | 1.50 | 1.50 | 46.1 | 48.9 | 33.5 | 43.4 | 3.94 | 0.44 |
| 25 | 1.50 | 1.50 | 49.7 | 50.5 | 40.8 | 51.0 | 3.98 | 0.27 | |
| 10 | 1.50 | 1.50 | 55.6 | 54.8 | 52.3 | 60.3 | 4.54 | 0.36 | |
Table 13: Concentrate cyanidation leach test results
A maximum gold recovery of 55.6% was obtained after 8 hours cyanide leaching at a grind size of 80% passing 10µm, and a maximum silver recovery of 60.3% was obtained after 48 hours cyanide leaching at a grind size of 80% passing 10µm.
Diagnostic leach tests
Diagnostic leaching was undertaken to evaluate the gold and silver deportment across the bulk flotation concentrate, and demonstrated significant gold deportment in sulphide species which hosted 32.4% of the total gold from the flotation concentrate. A summary of the diagnostic leach test is shown in Table 14.
Gold deportment in the flotation concentrate shows that 47.9% of the gold is recoverable by cyanide leaching, which is comparable to the results obtained from the cyanidation leach testwork on unground flotation concentrate where a gold recovery of 48.9% was achieved after 48 hours of leaching (Table 13). 32.4%, 8.1%, and 11.5% of the total gold is encapsulated within sulphide, carbonaceous or carbonate, and other species respectively.
| Metal deportment | HAMS-01 bulk Ro concentrate | ||||||
| Au deportment (%) | ∑ Au extracted (%) | Ag deportment (%) | ∑ Ag extracted (%) | ||||
| Stage | Total | Stage | Total | ||||
| Cyanide recoverable | 47.9 | 47.9 | 47.9 | 43.4 | 43.4 | 43.4 | |
| In sulphide species | Nitric acid recoverable | 0.0 | 0.0 | 47.9 | 1.6 | 0.9 | 44.3 |
| Cyanide recoverable | 62.2 | 32.4 | 80.3 | 35.4 | 20.0 | 64.3 | |
| In carbonaceous / carbonate species | 41.4 | 8.1 | 88.5 | 17.9 | 6.6 | 70.8 | |
| In other species | NA | 11.5 | 100 | NA | 29.2 | 100 | |
Table 14: Diagnostic leach test results
Sulphide mineralisation was still found to be present in the leach residue after nitric acid treatment, indicating that gold is present in sulphide mineralisation refractory to nitric acid attack, interpreted as being primarily pyrite, and accounted for in the subsequent phases of diagnostic treatment.
Silver deportment in the flotation concentrate shows 43.4% of the silver is cyanide recoverable, similar to the results from whole ore cyanide leaching (47.1% recovery after 48 hours leaching, see Table 12), and unground bulk flotation concentrate cyanide leaching (43.4% after 48 hours, see Table 13). 20.9%, 6.55%, and 29.2% of the silver is deported in sulphide, carbonaceous or carbonate, and other species respectively.
Copper deportment in the flotation concentrate shows 27.1% of the copper is cyanide recoverable, which was also similar to the results from the whole ore cyanide leaching and the unground bulk concentrate cyanide leaching. 52.4%, 9.4%, and 11.2% of the copper is deported in sulphide, carbonaceous or carbonate, and other species respectively.
Discussion of results
Interpretation of the diagnostic leach testwork indicates that a significant component of the gold is associated with sulphide minerals, interpreted as being predominantly pyrite. A smaller component is associated with carbonate gangue minerals, and other species, which make up a significant portion of the Hamama West mineralisation. Silver is interpreted as being deported partially as electrum, where it is recovered under similar conditions to that as the gold. A further significant component of the silver is deported in sulphosalt minerals (‘other species’ in Table 14). Investigation of the Hamama West mineralisation by ore microscopy techniques has indicated gold to be deported as fine particles, frequently less than 10 μm in diameter, some of which are seen to be encapsulated within pyrite, and other sulphide and sulphosalt species.
The Hamama West sulphide mineralisation was not shown to be able to produce a gold bearing sulphide concentrate (requiring a minimum grade of c. 20-25 g/t Au). This is due to the close association of a significant proportion of the fine-grained gold with pyrite, and other carbonate, sulphide and sulphosalts mineral species.
The cyanidation leach testwork indicated that the sulphide mineralisation is not treatable adopting conventional CIL, nor by flotation-UFG -CIL process routes due to the refractory nature of the sulphide mineralisation.
The sulphide mineralisation is amenable to processing by flotation. High gold and silver values were recovered to a bulk sulphide flotation concentrate, which has the potential to be sold as a precious metals concentrate due to the combined gold and silver grades.
About Aton Resources Inc. Aton Resources Inc. (AAN: TSX-V) is focused on its 100% owned Abu Marawat Concession (“Abu Marawat”), located in Egypt’s Arabian-Nubian Shield, approximately 200 km north of Centamin’s world-class Sukari gold mine. Aton has identified numerous gold and base metal exploration targets at Abu Marawat, including the Hamama deposit in the west, the Abu Marawat deposit in the northeast, and the advanced Rodruin exploration prospect in the south of the Concession. Two historic British gold mines are also located on the Concession at Sir Bakis and Semna. Aton has identified several distinct geological trends within Abu Marawat, which display potential for the development of a variety of styles of precious and base metal mineralisation. Abu Marawat is 447.7 km2 in size and is located in an area of excellent infrastructure; a four-lane highway, a 220kV power line, and a water pipeline are in close proximity, as are the international airports at Hurghada and Luxor. | Qualified person The technical information contained in this News Release was prepared by Gary Patrick BSc, MAusIMM, CP (Met), Principal Consultant of Metallurg Pty Ltd. Mr. Patrick is a qualified person (QP) under National Instrument 43-101 Standards of Disclosure for Mineral Projects. For further information regarding Aton Resources Inc., please visit us at www.atonresources.com or contact: |
Note Regarding Forward-Looking Statements Some of the statements contained in this release are forward-looking statements. Since forward-looking statements address future events and conditions; by their very nature they involve inherent risks and uncertainties. Actual results in each case could differ materially from those currently anticipated in such statements. | |